پی سی رال انجیکشن مولڈنگ





مختصر کوائف:
پی سی رال (پولی کاربونیٹ) انجیکشن مولڈنگ حصے برقی مصنوعات ، بجلی کے آلے کے خولوں اور الیکٹرانک مصنوعات میں بڑے پیمانے پر استعمال ہوتے ہیں۔
پی سی رال انجیکشن مولڈنگ حصے بجلی کی مصنوعات ، برقی آلات کے شیل اور الیکٹرانک مصنوعات میں وسیع پیمانے پر استعمال ہوتے ہیں۔
پی سی رال کیا ہے؟
پی سی رال کیا ہے (پولی کاربونیٹ) عام طور پر پولی کاربونیٹ کے نام سے جانا جاتا ہے ، کیوں کہ اس کی عمدہ میکانکی خصوصیات کی وجہ سے ، عام طور پر اسے گولی پروف کے طور پر جانا جاتا ہے۔ پی سی میں اعلی مکینیکل طاقت ، وسیع درجہ حرارت کی حد ، اچھی برقی موصلیت کی کارکردگی (لیکن آرک مزاحمت بدلی نہیں ہے) ، اچھی جہتی استحکام اور شفافیت کی خصوصیات ہیں۔
پی سی کا اصل رنگ بے رنگ اور شفاف ہے۔ ٹونر یا ماسٹر بیچ کو شامل کرکے مختلف شفاف ، پارباسی اور مبہم رنگ اور ہلکی بازی کی خصوصیات حاصل کی جاسکتی ہیں۔ یہ مختلف رنگوں کے ساتھ چراغ کے رنگوں اور دیگر حصوں کو بنانا آسان بناتا ہے۔ پی سی میں بہت ساری ترمیم شدہ مصنوعات ، جیسے گلاس فائبر ، معدنی فلر ، کیمیائی شعلہ ریٹارڈنٹ اور دیگر پلاسٹک بھی ہیں۔
پی سی میں خراب روانی اور اعلی پروسیسنگ کا درجہ حرارت ہے ، لہذا ترمیم شدہ مواد کے بہت سارے درجوں کی پروسیسنگ میں خصوصی پلاسٹکائزڈ انجکشن ڈھانچے کی ضرورت ہوتی ہے۔

ٹونر یا ماسٹر بیچ کو شامل کرنے کے بعد مختلف رنگ

پی سی رال کا اصلی رنگ
پی سی رال کے جسمانی پیرامیٹرز
کثافت: 1.18-1.22 جی / سینٹی میٹر line 3 لکیری توسیع کی شرح: 3.8 * 10 ^ -5 سینٹی میٹر / C حرارتی اخترتی درجہ حرارت: 135 C کم درجہ حرارت - 45 سی پی سی (پولی کاربونیٹ) بے رنگ ، شفاف ، گرمی سے بچنے والا ، اثر سے بچنے والا ، شعلہ retardant BI گریڈ ، اور عام استعمال کے درجہ حرارت میں اچھی میکانی خصوصیات ہیں۔ پولیمتھیل میتھکرائیلیٹ کے مقابلے میں ، پولی کاربونیٹ میں اچھا اثر مزاحمت ، اعلی اضطراری اشاریہ اور عمل کاری کی اچھی کارکردگی ہے۔ اس میں بغیر اضافے کے UL94 V-2 شعلہ retardancy ہے۔ پولی کاربونیٹ کے لباس مزاحمت ناقص ہے۔ لباس زدہ ایپلی کیشنز کے ل Some کچھ پولی کاربونیٹ ڈیوائسز کو سطح کے خصوصی علاج کی ضرورت ہوتی ہے۔
پی سی رال کس کے لئے استعمال کیا جاتا ہے؟
پی سی مواد میں اعلی حرارت کی مزاحمت ، اعلی طاقت ، اچھی جفاکشی ، اثر مزاحمت ، شعلہ retardant ، وسیع استعمال درجہ حرارت کی حد ، غیر زہریلا ، 90٪ تک شفافیت ، اور عام استعمال کے درجہ حرارت میں اچھی مکینیکل خصوصیات ہیں۔ اعلی جہتی استحکام ، سکڑنے کی شرح بہت کم ہے ، عام طور پر 0.1٪ ~ 0.2٪۔ اس میں بڑے پیمانے پر استعمال کیا جاتا ہے: الیکٹرانک آلات ، نظری روشنی ، طبی سامان ، دستی سامان ، مشینری اور دیگر مصنوعات اور سامان۔

شفاف پھلوں کی پلیٹیں
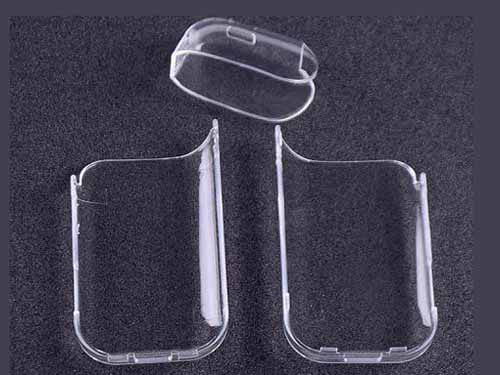
شفاف پی سی حفاظتی کور

شفاف اور پارباسی پی سی لیمپ شیڈز

پی سی رال کا جنکشن دیوار

پی سی انجکشن مولڈنگ ہاؤسنگ

پی سی لیمپ کور
پی سی رال میٹریل کے انجیکشن مولڈنگ کا عمل کیا ہے؟
1. پلاسٹک کا علاج
پی سی میں پانی جذب کرنے کی شرح زیادہ ہے۔ پروسیسنگ سے پہلے اسے پہلے سے گرم اور خشک کرنا چاہئے۔ خالص پی سی کو 120 سینٹی گریڈ پر خشک کیا جاتا ہے۔ ترمیم شدہ پی سی عام طور پر 110 سی پر 4 گھنٹے سے زیادہ وقت تک خشک ہوتا ہے۔ خشک ہونے کا وقت 10 گھنٹوں سے زیادہ نہیں ہونا چاہئے۔ عام طور پر ، ہوا سے ہوا کے اخراج کا طریقہ کار اس بات کا تعین کرنے کے لئے استعمال کیا جاسکتا ہے کہ آیا خشک ہونا کافی ہے یا نہیں۔
ری سائیکل مواد کے تناسب 20 proportion تک پہنچ سکتے ہیں۔ کچھ معاملات میں ، 100 re ری سائیکل مواد کو استعمال کیا جاسکتا ہے ، اور اصل وزن مصنوعات کی معیار کی ضروریات پر منحصر ہوتا ہے۔ ری سائیکل شدہ مواد ایک ہی وقت میں مختلف رنگ کے ماسٹربیچز کو نہیں ملا سکتا ہے ، ورنہ تیار شدہ مصنوعات کی خصوصیات کو شدید نقصان پہنچے گا۔
2. انجکشن مولڈنگ مشین کا انتخاب
لاگت اور دیگر وجوہات کی بناء پر ، پی سی کی مصنوعات اب زیادہ ترمیم شدہ مواد ، خاص طور پر برقی مصنوعات کا استعمال کرتی ہیں ، بلکہ آگ کی مزاحمت کو بڑھانے کی بھی ضرورت ہے۔ شعلہ retardant پی سی اور دیگر پلاسٹک مرکب مصنوعات کی تشکیل کے عمل میں ، انجیکشن مولڈنگ مشین کے پلاسٹکائزنگ سسٹم کی ضرورت اچھ mixی اختلاط اور سنکنرن مزاحمت ہے۔ روایتی پلاسٹائزنگ سکرو حاصل کرنا مشکل ہے۔ انتخاب کرتے وقت اور خریدتے وقت ، یہ یقینی طور پر ہونا چاہئے۔ اس کی پیشگی وضاحت کردی جانی چاہئے۔
3. سڑنا اور گیٹ کا ڈیزائن
عام سڑنا کا درجہ حرارت 80-100 C ہے ، گلاس فائبر 100-130 C ہے ، چھوٹی مصنوعات سوئی گیٹ استعمال کی جاسکتی ہیں ، گیٹ کی گہرائی موٹے حصے کا 70٪ ہونا چاہئے ، دوسرے دروازوں کی انگوٹھی اور آئتاکار ہے۔
جتنا بڑا دروازہ ، پلاسٹک کی ضرورت سے زیادہ کینچی کی وجہ سے پیدا ہونے والے نقائص کو کم کرنا بہتر ہے۔ راستہ ہول کی گہرائی 0.03-0.06 ملی میٹر سے کم ہونی چاہئے ، اور رنر ممکن حد تک مختصر اور گول ہونا چاہئے۔ ڈیمولڈنگ کا ڈھال عام طور پر 30'1 ڈگری کے بارے میں ہے
4. پگھل درجہ حرارت
ہوا کے انجیکشن کا طریقہ کار پروسیسنگ درجہ حرارت کا تعین کرنے کے لئے استعمال کیا جاسکتا ہے۔ عام طور پر ، پی سی کا پروسیسنگ درجہ حرارت 270-320 C ہے ، اور کچھ ترمیم شدہ یا کم سالماتی وزن پی سی 230-270 C ہے۔
5. انجکشن کی رفتار
شکل دینے کے ل fast نسبتا fast تیز رفتار انجیکشن اسپیڈ استعمال کرنا عام ہے ، جیسے بجلی کے آلات کو تبدیل کرنا اور بند کرنا۔ کامن تیز رفتار پروٹو ٹائپنگ میں سست ہے۔
6 ، کمر دباؤ
ہوائی نشانوں اور فحش نگاری کی عدم موجودگی میں تقریبا 10 10 بار کے پچھلے دباؤ کو مناسب طریقے سے کم کیا جاسکتا ہے۔
7. حراست کا وقت
اگر مواد زیادہ لمبے عرصے تک اعلی درجہ حرارت پر رہتا ہے تو ، یہ انحطاط پذیر ہوگا ، CO2 کو جاری کرے گا اور زرد ہو جائے گا۔ LDPE ، POM ، ABS یا PA سے بیرل صاف نہ کریں۔ صاف کرنے کے لئے PS کا استعمال کریں
پی سی رال چار عام طور پر استعمال ہونے والے پلاسٹک مواد میں سے ایک ہے۔ میس ٹیک نے طویل عرصے سے پی سی پلاسٹک اور اس کے مرکب کو پلاسٹک کے مختلف حصوں کی تیاری کے لئے انجکشن مولڈنگ کے لئے استعمال کیا ہے۔ ہم اس قسم کی مصنوعات کو مولڈنگ اور انجیکشن مولڈنگ کے ساتھ صارفین کی خدمت کے لئے پرعزم ہیں۔ اگر ضروری ہو تو ، ہم سے رابطہ کریں.





